


Solution
行业解决方案
图1(a)为桥式功率电路,图1(b)为死区脉冲波形。通过对死区时问的合理没定,能够很好地控制四个功率管的开通,防止直通而导致烧坏管子。所谓死区时间,就是说,无论任何时候,不能让主电路都工作,必须在一个周期内,至少有两个很小的时间段内,桥式电路内的超前臂和滞后臂是有一个不工作的。否则,可能导致超前和滞后臂同时导通,管子烧坏。
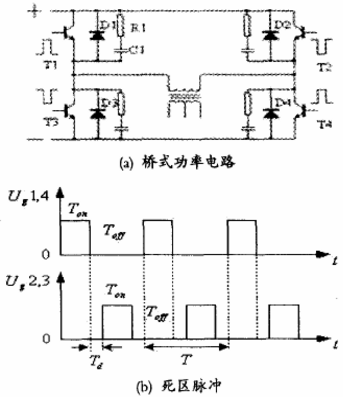
图1 主电路及其驱动信号关系
1.2 -Uge设定
桥式功率电路里,超前臂和滞后臂中的四个管子两两交替循环导通,D1至D4四个二极管与功率管有电流的续流关系。如果在某个时刻,因为干扰或者电路启动瞬问工作不稳定,可能出现尖峰电压(du),使得栅极驱动电压Uge陡然增加,进而导致管子非正常导通。为了防止这种现象出现,最好是在电路中施加一反向电压-Uge,其大小可以在-5V左右。
1.3 合理设置电阻
如果栅极之问不做任何处理,则可能出现下面情况:l中的驱动信号前沿不是很陡,并且发生震荡。防止发生的方法之一可以在电路中串联一电阻Rg,电阻的位置如图2所示。串联电阻Rg后,驱动信号的波形得到改善。但是,如果Rg设置不合理,则会导致di/dt增高或者管子通断过长,因误触发或者超长服役而损坏。Rg的值具体多大,根据经验和实践,得出如表l的规律。
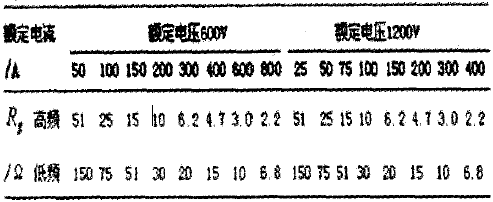
表1 合理的Rg阻值
如果Rge的数值不合理,因为功率器件的靠电压驱动的,当集电极和发射极之间电压过高时,Uge可能超过临界值而使得管子非正常开通。如果管子非正常开通,则超前臂和滞后臂必然有一个出现短路,电流急剧上升,很快功率器件烧坏,通过合理设置Rge的值,可以控制Uge在安全范围内。Rge根据经验可以设为(1~5)x103Rg。
高温、过压、电压不足问题解决办法如图2所示。电源电路中的电流模块、IGBT测温模块以及功率变压器中有任何元件出现温度过高,则温度保护继电器的控制开关将会改变状态,从而关闭了功率器件的触发信号,并且发出信号使下位机停止工作。
下位机在程序中设置了一个中断程序,该程序通过外部信号的上升和下降。一旦过压、电压不足问题,SG3525将发出相应信号,单片机捕捉到该信号,从而触发保护处理中断程序。
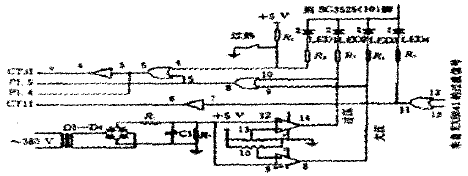
图2 过热、网压过、欠压保护电路
4.过能消耗电路
电焊机的工作环境是十分恶劣的。经常处于强电磁干扰的环境中,过高的du/di、di/dt必须得到妥善处理和解决,否则,轻则电焊机焊接效果不好,重则导致电焊机主电路和驱动电路的烧坏。RCD组合电路,因其组成简单、工作可靠、成本低廉而被广泛应用于硬开关电路的保护和吸收过能中。RCD、RCC吸收过能电路如图3所示。
RCD电路、RC电路、C电路的工作原理基本相同,都是将功率器件开通和关断时的过能消耗在了电阻、电容或者二极管中,从而保护了功率器件。RCD电路、RC电路、C电路可以减小du/di、di/dt应力,从而降低了器件开关过程中的损耗,保护了功率器件。
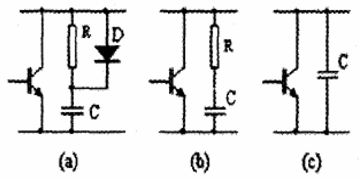
图3 吸收过能电路
5. 结论
以IGBT为功率器件的逆变电焊机,以其众多的优点被广泛应用。随着功能和使用场合的增多,其功率器件的高损坏率和工作不稳定日益成为进一步发展的阻碍。要想发挥逆变电焊机的优点,必须保证其有足够的寿命并且工作过程中稳定可靠。所以在实际工作中,必须对其驱动信号电路、保护电路进行研究和设计,并且对其工艺进行研究,保证其在恶劣的电磁环境中仍能正常工作。

